Annealing process
The heat treatment process of heating the metal or alloy to a suitable temperature for a certain period of time and then slowly cooling (generally cooling with the furnace) is called annealing.
The essence of annealing is to transform the steel into austenitization and then transform the pearlite. The annealed structure is close to the equilibrium structure.
Purpose of annealing:
(1) Reducing the hardness of steel, improving plasticity, and facilitating machining and cold deformation processing;
(2) chemical composition and structure of uniform steel, refine grains, improve the properties of steel or prepare for quenching;
(3) Eliminate internal stress and work hardening to prevent deformation and cracking.
Annealing and normalizing are mainly used for preliminary heat treatment. For parts with low force and low performance requirements, annealing and normalizing can also be used as the final heat treatment.Classification of annealing methods
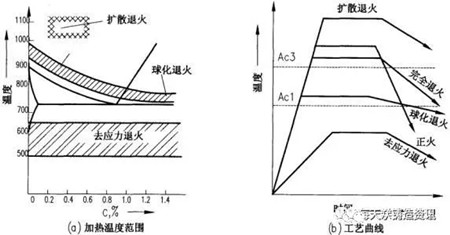
Commonly used annealing methods are divided into:
Phase change recrystallization annealing above critical temperature (Ac1 or Ac3): complete annealing, diffusion annealing, incomplete annealing, spheroidizing annealing.
Annealing below the critical temperature (Ac1 or Ac3): recrystallization annealing, stress relief annealing.Seven types of annealing
1, fully annealed
Process: The steel is heated to above Ac3 at 20~30 °C, and after a period of time, it is slowly cooled (with the furnace) to obtain a heat treatment process (complete austenitization) close to the equilibrium structure.
Full annealing is mainly used for hypoeutectoid steel (wc=0.3~0.6%), generally medium carbon steel and low and medium carbon alloy steel castings, forgings and hot rolled profiles, and sometimes used for their welded parts. Low-carbon steel has a low hardness after complete annealing, which is not conducive to cutting. When hypereutectoid steel is heated to austenite state above Accm and slowly cooled and annealed, Fe3CII will precipitate along the grain boundary in the form of a network to make the strength, hardness and plasticity of the steel. And the toughness is significantly reduced, leaving a hidden danger to the final heat treatment.
Objective: Refine grain, uniform structure, eliminate internal stress, reduce hardness and improve the machinability of steel. The microstructure of the hypoeutectoid steel after complete annealing is F+P.
In actual production, in order to improve productivity, annealing is cooled to about 500 ° C, that is, air cooling is performed.2, isothermal annealing
Full annealing takes a long time, especially for alloy steels that are relatively stable under supercooled austenitizing. For example, if the austenitized steel is cooled to a temperature slightly lower than the temperature of Ar1, the conversion of A to P, and then air cooling to room temperature, can greatly shorten the annealing time. This annealing method is called isothermal annealing.
Process: The steel is heated to a temperature higher than Ac3 (or Ac1). After a suitable time of incubation, it is cooled to a certain temperature in the pearlite zone and maintained isothermally, transforming the austenite into pearlite, then air cooling to room temperature. Heat treatment process.
Purpose: As with full annealing, the transition is easier to control.
Suitable for A stable steel: high carbon steel (wc>0.6%), alloy tool steel, high alloy steel (total amount of alloying elements >10%). Isothermal annealing also facilitates uniform tissue and performance. However, it is not suitable for large-section steel parts and large-scale furnace materials, because isothermal annealing is not easy to achieve isothermal temperature inside or batch of workpieces.3. Incomplete annealing
Process: The steel is heated to Ac1~Ac3 (hypoeutectoid steel) or Ac1~Accm (hyper-eutectoid steel) after heat preservation and slowly cooled to obtain a heat treatment process close to the equilibrium structure.
It is mainly used for hypereutectoid steel to obtain spherical pearlite structure to eliminate internal stress, reduce hardness and improve machinability. Spheroidizing annealing is one type of incomplete annealing.4, spheroidizing annealing
A heat treatment process for spheroidizing carbides in steel to obtain granulated pearlite.
Process: heating to Ac1 above 20~30 °C temperature, the holding time should not be too long, generally 2~4h is appropriate, the cooling method is usually furnace cooling, or about 20 °C below Ar1 for a longer time isothermal.
Mainly used for eutectoid steel and hypereutectoid steel, such as carbon tool steel, alloy tool steel, bearing steel and so on. The air-cooled structure of the hypereutectoid steel after rolling and forging is a lamellar pearlite and a network of cementite. This kind of structure is hard and brittle, which is not only difficult to be machined, but also easily deformed and cracked in the subsequent quenching process. . Spheroidizing annealing results in spherical pearlite. In the spherical pearlite, the cementite is spherical fine particles dispersed on the ferrite matrix. Compared with the flaky pearlite, the spherical pearlite has low hardness and is easy to be machined, and the austenite grains are not easily coarsened during quenching heating, and the deformation and cracking tendency during cooling are small. If the hypereutectoid steel has reticulated cementite, it must be eliminated by normalizing before spheroidizing annealing to ensure normal spheroidizing annealing.
Objective: To reduce hardness, uniform structure and improve machinability for quenching and tissue preparation. There are many methods of spheroidizing annealing, mainly including:
a) One-time spheroidizing annealing process: heat the steel to 20~30 °C above Ac1, keep it for a suitable time, and then slowly cool it with the furnace. The original structure before annealing is required to be fine-grained pearlite, and no cementite network is allowed.
b) Isothermal spheroidizing annealing process: After the steel is heated and kept warm, it is isothermally cooled with the furnace to a temperature slightly lower than Ar1 (generally 10~30 °C below Ar1). After the end of the isothermal temperature, the furnace is slowly cooled to about 500 ° C, that is, the air is cooled. It has the advantages of short cycle, uniform spheroidized structure and easy quality control.
c) Reciprocating spheroidizing annealing process. .5. Diffusion annealing (homogeneous annealing)
Process: A heat treatment process in which steel ingots, castings or forged billets are heated to a temperature slightly below the solidus temperature for a long period of time and then slowly cooled to eliminate chemical composition non-uniformities.
OBJECTIVE: To eliminate dendrite segregation and regional segregation during ingot solidification, and to homogenize components and tissues.
The heating temperature of diffusion annealing is very high, usually 100~200 °C above Ac3 or Accm. The specific temperature depends on the degree of segregation and the type of steel. The holding time is generally 10~15 hours. After diffusion annealing, it needs to be completely annealed and normalized to refine the structure.
It is applied to some high-quality alloy steels and alloy steel castings and steel ingots with severe segregation.6, stress relief annealing
Process: The steel is heated to a temperature lower than Ac1 (typically 500~650 °C), insulated, and then cooled with the furnace.
The stress relief annealing temperature is lower than A1, so the stress relief annealing does not cause a change in structure.
Purpose: To eliminate residual internal stress.7. Recrystallization annealing
Recrystallization annealing, also known as intermediate annealing, is a heat treatment process in which the cold deformed metal is heated to a temperature above the recrystallization temperature for a suitable period of time to transform the deformed grains into uniform equiaxed grains to eliminate work hardening and residual stress.
The recrystallization phenomenon must first have a certain amount of cold plastic deformation, and secondly must be heated above a certain temperature. The lowest temperature at which recrystallization occurs is called the minimum recrystallization temperature. Generally, the minimum recrystallization temperature of the metal material is: T = 0.4T. The heating temperature of the recrystallization annealing should be 100~200 °C higher than the minimum recrystallization temperature (the minimum recrystallization temperature of the steel is about 450 °C), and it is slow after proper heat preservation. cool down.Selection of annealing method
The selection of annealing methods generally has the following principles:
(1) The various steels of the sub-eutectic organization are generally selected to be completely annealed, and in order to shorten the annealing time, isothermal annealing may be selected;
(2) Over-eutectoid steel is generally selected for spheroidizing annealing. When the requirements are not high, incomplete annealing may be used. Tool steel and bearing steel are often selected for spheroidizing annealing. Cold extrusions and cold headings of mild steel or medium carbon steel are sometimes also spheroidized;
(3) In order to eliminate work hardening, recrystallization annealing may be used;
(4) In order to eliminate the internal stress caused by various processing, stress relief annealing can be used; z Some large-scale steel castings of high-quality alloy steel are often used for diffusion annealing in order to improve the structural structure and chemical composition non-uniformity. .
what makes most electric power tools "different" from one another depends on how the physical energy is used, or its application. The process of making physical energy with electrical energy is very similar and where most performance issues occur. for most power tools, and happens to be where most maintenance is required
Although there is a lot more to be said about how electric motors work, no one has to be an electrical engineer to understand a motor's basic parts. And understanding what goes on inside of a power tool makes diagnosing problems easier.
If the problem can be pinned down early, then the tool is just a part and a quick repair away from being almost like new again. Even some of the repairs and maintenance required for electric power tools are fast and easy to do.
Power Tool Carbon Brush,Black Carbon Brush,Bosch Carbon Brush,Dewalt Carbon Brush
Haimen Hailing Carbon Industry Co., Ltd. , http://www.carbonbrush-hl.com