From a design perspective, there are many factors to consider in order to meet the needs of customer thread milling applications. Now, the problem is from the current design, production, machine-clamped solid carbide straight slot thread milling cutter, machine clamp type solid carbide spiral groove thread milling cutter, which is the most suitable for your application, the most Processing cost advantage, the highest production efficiency. For the purpose of this article, we will not discuss the above application selection problem. If the customer has chosen and thinks that the machine-clamp blade thread milling cutter is the most efficient, then the purpose of this paper is to discuss the application to meet the customer's application. Important design elements for thread milling cutters. Of course, reducing processing costs and increasing production efficiency are what customers demand. For the specific application of the customer, how long does it take to process, from the tool side, the achievable processing time, is the thread surface quality important? How many threaded holes are machined on the part with this thread milling cutter, what is the part material? What is the cost of the tool and the time of use? Perhaps the cheapest tool is not the least expensive and most efficient, and the tools the customer is currently using are not the tools that are optimal for the customer's application. All of the above factors will be part of the definition of high productivity, versatility is "applicable to many occasions", and specificity "for specific applications, tasks or purposes." We evaluate thread milling cutters for specific needs, ie which features are prioritized – versatility or specificity? Is this tool only suitable for this or other applications? Or does this application require us to use a specialized tool that is more optimized?
According to the application. In order to design the best thread milling cutter, we should consider what is the main design factor of the tool.
• The relationship between the thread diameter to be machined and the diameter of the thread milling cutter.
• Thread standard shape – the standard shape of the thread we are going to machine, including pitch, lead and thread length.
• Production requirements: The number of threads to be machined per day.
• The part material to be threaded.
• Number of flutes in the thread milling cutter, the number of inserts in the mounting blade, and the number of blades installed.
• The rigid design of the blade and the rigidity of the clamping blade.
• The central cooling capacity and the ability of the coolant to penetrate directly through the body or at the chip flute.
1. The body diameter of the machine clamp thread milling cutter The determination of the tool body diameter affects the versatility of the tool and also affects the rigidity of the tool body for specific applications. We can choose a very small tool body diameter, which can be suitable for many specific applications, but for future large diameter thread machining applications, we can take large diameter cutters to optimize machining parameters and increase productivity. On the other hand, for thread milling cutters, the speed of the programming is determined by the allowable line speed of the blade material and coating. The cutter body has a small diameter and the tool speed is high; on the contrary, the cutter body has a large diameter and the tool speed is low.
2. Thread shape and standard, production requirements and materials for threading These factors are related to the tool overhang "system". All design factors, in general, the more "universal" design, will be able to apply more thread standards, shapes and materials to be processed, processing time will increase, the more "dedicated" design, the better for specific applications.
3. Number of flutes, number of inserts The feed for thread milling is calculated in mm/min or (in/min). This calculation uses the speed and chip load (per blade feed per chip flute). With the speed, the load of the iron filings and the number of flutes / the number of inserts, we can calculate the feed, so the more the flutes, the faster the total feed, and the result is that the time to machine the part is reduced.
for example: M 20 × 2.0, medium carbon steel, using a cutter body as a chip flute and a blade, the cutter edge is 17 mm (67′′) in diameter. Tool manufacturer recommends line speed (SFM) and single-edge feed It is 140 m/min (460 ft/min) and 0.15 mm/tooth (0.006â€/tooth). Programming calculations show a cutting time of approximately 10 s using 2620 r/min and 60 mm/min (2.34 in/min). |
4. Blade design and clamping method Simply put, this part of the body is the most expensive to process and is the main factor in future production:
(1) The thickness of the blade is the biggest factor affecting the cost at the initial price. The thinner the blade, the lower the cost, but the worse the rigidity. The thicker the blade, the higher the cost, but the rigidity of the blade increases.
(2) The longer the blade length, the higher the cost, but more importantly, the blade length will affect productivity.
(3) The number of blades that can be installed in the cutter body will determine how many blades are installed according to the needs of the work, and “load†the cost on the cutter body.
(4) The blade clamping method needs to have a good clamping blade rigidity while maintaining the integrity of the blade body.
5. Cutting fluid flow capacity and path design The benefits of the internal cooling capacity of the tool body are unquestionable. In a thread milling cutter, the tool is rotated and the speed of the tool will be very high. The centrifugal force at high speed will hinder the entry of external cutting fluid. If the cutting fluid can pass through the center of the tool body, it will benefit many applications. Such as vertical blind holes. The cutting fluid enters the body and will strike the bottom of the machined hole and provide cooling, lubrication and help with chip removal upwards and outwards. The limitation on the central internal cooling design is the application to the through hole. Because the cutting fluid will not be delivered to where we need it – the tip. Another influential application is work on horizontal machining centers. Due to gravity, the cutting fluid is always pulled into the lower half of the hole. Therefore, the change of cutting fluid will have different effects on the circular motion of the tool along the hole.
In summary, the contradiction between the versatility and the production efficiency of the tool is difficult, and it is very difficult to meet. Is there a good compromise?
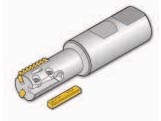
6. MiTM - Multi-Fringer Clamp Thread Milling Cutter Recently, Vargus, LTD (Italy Vargas) has found a design solution for efficient thread milling cutters and has adopted this Innovative products are added to her already long thread milling cutter product line. MiTM machine thread milling cutter product line, known for multiple chip flutes, machine clamp thread milling cutter. This new product line body has certain versatility, but at the same time supports customers' requirements for high productivity and reduced processing costs. Some of the features of the new design are as follows:
• Each knife has multiple chip flutes for fast cutting.
• The body diameter is a minimum of 17mm (67′′).
• Long blades to accommodate deep threaded holes.
• Available on both sides of the blade.
• Excellent stability.
• Universal tool body handle size.
• Machine clamp blade type.
• Two standard blade coating materials, ideal for stainless steel machining and general use.
• The blade body can be fitted with multiple blades or only one blade.
• The cutting fluid passes through the body and is ejected from the flute.
Let us look at the relationship between the new family of machine-thread milling cutters and the above design elements when considering the principles of versatility and efficiency. The MITH eight bodies are divided into 4 groups, each with a common handle diameter of 25mm or 1 in. In each of the four groups, there are two different cutter bodies in each group, and the maximum thread processing depth is different. The MiTM family is designed for maximum rigidity, but does not limit versatility, as each tool body is suitable for a wide range of threading operations. The different threading depths of the same group of cutters provide the customer with the most stable body for the specific application. In addition, the MiTM product line offers the largest number of flutes, which doubles the machining feed.
For versatility, not all pockets/chip flutes must have a processing insert. If in a small batch production, one piece of processing blade can be loaded, the other pockets are loaded with a "balance sheet". These “balance sheets†maintain the stability of the tool body and prevent iron filings from damaging the knife pocket.
This option increases the versatility of the cutter body and reduces the cost of the tool in small batch production, but still maintains the cutter body with multiple flutes and inserts. When mass production is performed, multiple processing inserts are loaded. Highly efficient machining is possible.
 |  |
With the high-rigidity blade design, the pockets on the body may be weak, but the MITM blade is designed for the needs, so the pockets on the body are shorter in length to keep the thread milling cutter body rigid. At the same time, the thickness of the blade is increased to make the cemented carbide insert have better rigidity. The thick blade allows the design engineer to design the thread shape on both sides of the blade. If the blade shape is tapered and the back angle is produced, the blade can only have one machining edge. With two cutting edges, the customer's processing costs are shared and the blade strength is increased.
Because the blade is thick and strong, it can be designed longer than a thin blade, which increases versatility and is more suitable for deeper threading.
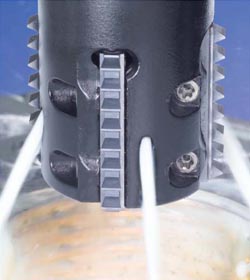
Looking at the blade clamping system, you'll find that MITM uses a multi-screw vertical clamping blade that pulls the blade into the pocket while providing maximum clamping force and maintaining the overall rigidity of the body. A high-rigidity body system, a higher-strength blade, allows the tool to use a larger feed, which directly affects your machining cost bottom line – shorter machining times and lower threading costs.
By using two standard blade materials and coatings, blade inventory can be minimized and meet a variety of processing requirements. VBX is a TiCN coating used primarily for processing steel and general work. VTX is a TiAlN coating. This material and coating have excellent high temperature resistance and are suitable for processing stainless steel and high temperature alloy materials.
The cutting fluid passing ability, especially when the cutter body diameter is close to the thread diameter to be machined (tool diameter > 0.7 × thread diameter), the discharge of chips becomes a very important factor during thread milling. As mentioned above, internal cooling can bring benefits in most situations, but in some cases it may not matter. For example, when machining through-holes, the axial internal cooling does not help the machining and chip removal through the center of the tool. The new MiTM product line provides a central cooling capability that squirts the flutes and blades diagonally, and the cutting fluid is sprayed exactly where the tool is most needed, the cutting edge of the insert. This maximizes chip discharge during thread milling, providing maximum cooling and lubrication, which also allows the tool to achieve maximum cutting line speed and feed.
 |
Finally, any thread milling operation will rely on the CNC program. To this end, VARGUS has developed a user-friendly, self-programming auxiliary system called “TM GEN, Thread Milling Expert System†that makes threading easier. This is a very useful resource. It not only helps customers choose the right tool for their specific application, but also automatically generates CNC programs for thread milling according to the customer's application and machine controller. The easier the thread milling cutter is, the more customers Achieving satisfactory processing results, thus achieving a win-win situation.
As you already know or learn from the article, tool versatility and efficiency are contradictory in many situations. The main thing is that you have to find excellent suppliers. Not only do you have a lot of products to meet your current needs, but you also have more choices for your future needs.
LAVIUS is appointed byZhongshan G-Lights Lighting Factory as a high end brand of customized indoor decorative project lighting, locates in lighting capital, Guzhen, China. According to more than one decade exploration, research and development, LAVIUS moving toward to the front high brand of customized project lighting for hotel, club and other high end places.
With immersive experience style outdoor lighting showroom, standard industrial plants and workshops, and all kinds of production, processing, testing equipment, LAVIUS has integrity management, keeps focusing on the challenge and need from clients, and providing competitive solution and service. Client will get maximum benefit continuously from LAVIUS.
Chandelier Light,Wood Chandelier,Plug In Chandelier,White Chandelier
GUANGDONG LAVIUS LIGHTING CO., LTD. , https://www.laviuslighting.com