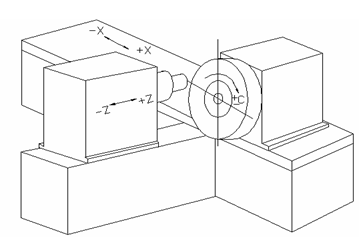
Cam grinding machine schematic
The machine has the following special features:
G01----Spiral interpolation G06----Parabolic interpolation G51----Z-axis oscillating grinding, defining oscillation width and frequency: W--width, 0.2~32mm, F--frequency, 0~60HZ ;
M50----swing stop; M51----swing start G89---- grinding wheel radius and shape correction, call correction cycle, extract correction position file, correction data file.
Fix location definition:
K--Wheel radius, R--X axis correction position, Z--Z direction to start position, W--Z to end position correction data definition:
A--reference address, E--feed times, D--air travel times, V--correction, F--feed speed grinding wheel line speed programming: S--0~35 m/s
In particular, when the oscillating grinding function is to interpolate the X-axis and the C-axis, the Z-axis is required to swing at a certain frequency and stroke to improve the finish of the part, which requires the system to have multi-tasking capability.
Third, the reform program <br> <br> from the actual operation of the machine point of view, SIEMENS 840C, FANUC 18 system can meet the functional requirements of the machine, but the high price of the system, less technical support, secondary development workload, since the shaft, The spindle servo drive is reserved, both of which are analog interfaces. We chose the NUM1020GS system to modify the device, and use the NUM system's Dynamic operator and external E-parameter programming to achieve machine function requirements.
We define the function instructions as follows:
G151: Z-axis oscillation ON
G150: Z-axis oscillation OFF
Format: G151 EW**EP**
Description: EW---Oscillation Width, EP---Oscillation Frequency
Previous page next page
In metal cutting, hole processing is the most common process. In hole processing, drill drilling is the basic process.
When drilling, if the hole on the workpiece is very deep, carbide deep hole drills should be used at this time.
Specially used for processing deep hole drills, deep hole drills. In processing, holes with an aperture ratio greater than 6 are usually called deep holes. Due to the poor rigidity of the drill rod, it is difficult to remove heat and debris during deep hole drilling, and it is easy to bend and vibrate. Cooling and cooling systems are usually used to solve cooling and chip removal problems. In the automotive, mold and aerospace industries, deep hole drill bits are very popular.

30Xd Extra Long Drill,Extra Long Drill Bits,Long Carbide Drills ,Extra Long Metal Drill Bits
ROYI CNC TOOL TAIXING CITY CO.,LTD , https://www.royitools.com