The task of machine tool equipment suppliers is to constantly seek to adopt new technologies that approach, keep up with, or exceed the challenges of rapid changes in the market and investment structure of users in the automotive industry. In the processing system of parts, whether it is the main production plant or the manufacturer of the matching parts, there is a need for a processing system that is both efficient and adaptable to the ever-changing flexibility of the market, shortening the production preparation time and taking the market changes. The front. These factors drive MAG to develop a new system that uses proven, proven processing units to minimize the risk of new systems.
The merger of the automobile manufacturing industry requires that the price of external procurement parts is gradually reduced, the investment amount of equipment is becoming less and less, and the delivery time is required to be shorter and shorter, which poses a great challenge to the machine tool supplier.
Equipment used <br> <br> automotive powertrain parts of the process although a low labor cost of processing, but this is not to say that parts of the processing and transport are also low-cost equipment.
In China and Mexico, equipment with automatic loading and unloading robots is favored. Of course, in most cases, more parts are transported manually between machine tools. However, there will be no concessions on the accuracy and reliability of the machine tool. For example, in a gasoline engine production plant in China, the machining of the engine block uses 56 XS series horizontal machining centers, and the cylinder head uses 48 machining centers (see Figure 1). These machines use an automatic clamping mechanism, and the parts between the machine tools are transported by the power raceway. The processing system can produce two different models, each with an annual production capacity of 150,000 pieces and a total output of 300,000 pieces per year.
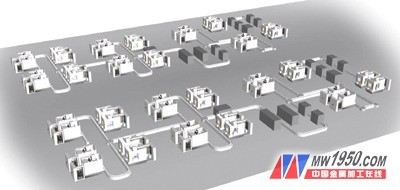
Figure 1 Engine cylinder head production line
Process development
The production requirements of the automotive industry are very flexible. From past experience, the parallel process – the multi-station program-controlled machine tool consisting of one or more processing units is the best (Figure 2). Of course, other processing techniques, such as sequential machining processes (ie, conventional automated lines), hybrid system solutions, etc., are also common in engine blocks and other powertrain components.

Figure 2 Parallel process
The special automatic line is still very popular in the automotive industry. When the product is not easy to change in design, or only when the design is changed, and when heavy cutting or machining accuracy is required, a special machine solution must be adopted. The processing content is assigned to different independent stations in order, and is connected by a rigid conveyor belt. Each process is less processed (usually only one) compared to the machining center. This machining system is changeable, but it is less flexible than a side-by-side machining system. It is suitable for the same similar products, if the product is different, the special automatic line is not suitable.
The advantage of the side-by-side process is its agility, ease of expansion, and, when a piece of equipment fails, the entire line does not stop. However, without a strict quality inspection process, the flexibility of converging from multiple channels can become a "wrong" and difficult to trace through multiple channels. The characteristics of the engine head are that the design changes more than the cylinder changes.
The side-by-side process, with the machining center forming the processing unit, has its own characteristics. Special machine automatic lines are used in the processing of those with "unchanged" characteristics in roughing and finishing, and a set of machining centers (parallel process) are used to process those that are design-variable or four-cylinder and six-cylinder collinear production. Changes, changes in the mounting surface of the transmission, changes in engine accessories, etc. The parallel process can optimize the Effective Operational Efficiency by 80% to 85% due to the independent equipment and repetitive functions, so that the effective utilization rate of the machine tool is up to 90%.
Technical choice
1. The linear motor and a ball screw linear motor <br> <br> use, it enables us to use a single tool, the tool axially through the feed hole using a difference in a manner complementary to the processing of large diameter. Its obvious advantage is that it can reduce the cost of the tool without having to use special tools to complete the machining task.
The linear motor is higher in precision and speed than the conventional ball screw drive, and its moving speed can reach 120m/min, and the acceleration of the shaft is also high. Ex-Cell-O's linear motor machine can take up to 2.6 seconds of chip to chip.
However, in some applications, ball screw drive has advantages, especially for simple machining such as drilling mounting holes, tapping, oil cylinder head holes, etc., which are inexpensive and meet quality requirements.
2. Wet and trace lubrication MQL (dry) processing
We have found that people are increasingly interested in the minimization of MQL (Minimum Quantity Lubrication) relative to wet processing. The use of minimally lubricated MQL saves on the cost of cutting and cutting fluids and reduces the environmental pollution caused by cutting fluids. The biggest advantage of the micro-lubrication MQL is that it can accurately control the aerosol formed by mixing the supply of lubricating fluid with the air during the cutting process. Milling requires a small amount of lubrication, and more is required for tapping and thread cutting. The precision supply system controlled by the CNC is integrated with the spindle cover of the machine tool to provide an appropriate amount of aerosol to the cutting edge through the delivery tube.
3. Single spindle and double spindle
The use of single and dual spindles in turning has been controversial in recent years. Europe is more recognizable for the use of dual spindles than North America because two parts can be machined simultaneously. When two spindles are on one machine, two fixtures and two sets of tool exchangers are on one machine, the machine has high efficiency, small floor space, of course, low installation cost, low cost, utility and cutting fluid consumption. Also reduced (see Figure 3).
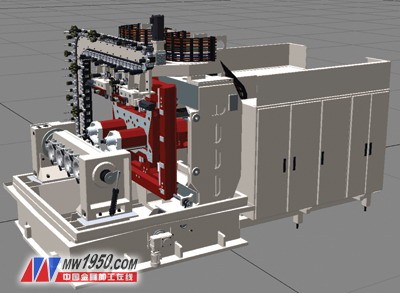
Figure 3 SPECH 550 Duo Twin Spindle Machining Center
On the other hand, when the machine fails, the efficiency is lost twice, which increases the requirements for maintenance personnel, so that it can repair the machine in the shortest possible time.
The complexity of the two spindles in repair and maintenance is the main influencing factor. In fact, there are more people needing to repair a single spindle, because there are more potential downtime problems due to the maintenance of several machines.
4. Challenge CGI (Compacted Graphite Iron)
In diesel engines, the use of CGI materials is on the rise, and machine tool manufacturers are also accepting the challenges of this hard material processing. In many cases, we need a large torque spindle and large feed force when dealing with this thin-walled section (to reduce blank allowance and weight). Each shaft with MEGA uses a double ball screw with sufficient feed thrust and stiffness.
The blind plate is mainly used to completely isolate the production medium and prevent the production from being affected or even causing accidents due to the loose closing of the shut-off valve
Blind Flange Flat Face,Blind Flange Raised Face,Jis B2220 Flange,Gost Flange
Jinan Xintai Forging Co., Ltd , https://www.xtdzflange.com