2. Welding process
(1) Two groove-shaped half pipes with symmetrical V-shaped groove are pressed and formed by a large bending machine, and the butt welding groove is processed according to the process requirements, and the gap is spliced. The design of welded joints is a weak link in welding engineering. The groove form plays an important role in controlling the internal quality of the weld and the quality of the welded structure. The groove design must consider the fusion ratio of the base metal, the welding space, the welding position and the comprehensive economic benefits. The lateral contraction value Δ B should be calculated as follows.
ΔB =5.1Aω/δ+1.27 d
In the formula Aω - weld cross-sectional area, mm; δ - plate thickness, mm; d - weld root clearance, mm.
After finding the relationship between ΔB and Aω, we can analyze the data according to the relationship between the two, process the data, and optimize the design, and then determine the shape of the butt weld bevel of the rectangular tube (see Figure 2).
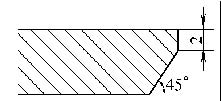
figure 2
(2) Control welding deformation This rectangular tube is extremely difficult to control because its shape is a slender rod. The main deformations of welding include deflection (positive bending), side bending, angular deformation and distortion. For this rectangular tube, the main deformation is lateral contraction, which affects the size of the rectangular section. Each side needs to be retracted by a reserved gap of about 90%. After the weld is laterally contracted, both ends of the vertical plate are bent inward to form the member. Waist drum shape; due to the large cross section of the weld, the input heat is large, which will inevitably cause large longitudinal contraction, which will cause the member to flex and deform in the longitudinal direction. For the distortion caused by unreasonable welding, the correction is very difficult, sometimes it has to be cut. Re-weld or scrapped.
From the welding deformation theory, the main factors affecting the welding deformation are: the larger the weld size, the more deposited metal, the greater the deformation; when the weld size is equal, the heat input of the weld is larger, and the deformation is greater. When welding large long welds, the deformation is smaller than that of straight through welding; if the welds are arranged asymmetrically or symmetrically but asymmetrically welded, the deviation of the welds is more serious and the deformation is greater; the smaller the rigidity of the members, the larger the deformation .
Welding specification Through the process test and process analysis, it is determined that the butt weld of the rectangular pipe is double-layered with CO 2 gas shielded welding. The welding material is H08Mn2SiA, 1.2mm welding wire; the shielding gas is pure CO 2 gas. The welding current of the first layer of weld is 200-250A, the second layer is 240-320A, and the arc voltage is 24-26V. The process requirements are as follows: the first layer of weld must be penetrated to ensure good back formation; welding current, arc voltage, wire feed speed and welding speed can be adjusted according to the equipment model.
The welding sequence is to reduce the deformation. The welding sequence of the rectangular butt welding should be based on the following principle: the symmetrical jump welding from the middle to the two sides is adopted, and the welding deformation is smaller than the through welding, which is beneficial to the dispersion and release of stress and avoid welding. Complex stresses are generated in the piece. In the straight through-swing welding, the narrow plastic deformation zone formed by the welding starts only once, and due to the continuous swing welding, the heat input amount is large, the heat receiving area is large, and the plastic deformation region caused by the compression is large, so the shrinkage deformation after welding is very high. Big. In the case of layered segmental jump welding, each layer has a small cross section, the required heat is small, and each layer is divided into several sections for jump welding. Each welding section basically re-establishes a temperature field on the cold steel plate. Each time a narrow plastic deformation zone appears, so the average width of the plastic deformation zone (ie, the size of the lateral contraction) is smaller than that of the corresponding layered through-welding, and the longitudinal contraction is also small, compared to the straight-through continuous filling. Welding distortion is even smaller.
According to the above analysis, the first layer of the weld seam 1 is firstly stretched from the middle to the both ends (see Fig. 1), and the first layer of the weld seam 2 is stepped from the middle to the both ends. The weld seam 2 should be compared. Weld 1 has a larger weld specification to create a larger opposing force that corrects the original deformation. Next, the second layer of the weld bead 1 and the second layer of the weld bead 2 are welded in the same manner.
3. Conclusion
Rectangular tubes manufactured in accordance with the proposed process plan, dimensional tolerances and technical indicators meet the design requirements, to meet the various indicators of use.
Previous page
Diamond Lapidary Glass Grinding Wheel
Of the several methods now used for fixing super abrasive particles of diamond or CBN to the working surface of an abrasive tool, electroplating is the fastest growing.More and more production operations involve combinations of hard-to-grind materials and complex wheel shapes that virtually dictate the use of electroplated super-abrasive tools.
Characteristically,such tools consist of a precision tool form or mandrel with super-abrasive particles deposited on the working surface and locked in place by electrode position of a bonding matrix,most frequently nickel.The particles are so locked onto the tool surface may vary in size and dispersion to suit the purpose of the tool, but they should lie in a single layer.
Electroplated grinding wheels with nickel bonding can achieve high stock removal rates and high-precision profiles on parts being ground. Depending on the wheel blank design,plating technique, and post-treatment of the single-layer grit structure, many different grinding wheels can be produced using this bond system.There is no need for dressing during the life of the wheel.This avoids downtime and eliminates the need for a dressing device.
When you need to remove more material than polishing will allow,use quality grinding wheels.Diamond grinding wheels are used for grinding, shaping,flattening or smoothing of your specific application of stone.The Diamond Tool Store offers a full line of diamond grinding and shaping wheels for many applications that come in many different sizes with desired grits and positions.The product line you will see for grinding tools will reduce the amount of chipping and special shapes and sizes that allow fabricators to get into tight corners for a clean,smooth finish.
Our electroplated grinding wheel are precision engineered to meet the high demands of lapidary,jewelry,gemstone,glass,ceramic,composite,electrical contacts of starters,alternators, motors applications.We offer many stock wheels with varying shapes and grits that will maintain tight tolerances and provide superior form holding when used wet or dry.
Metal Bond Grinding Wheels and Diamond Sintered Grinding Wheel are manufactured using a variety of metal fillers with Diamond or CBN abrasive. Generally, Metal Bond wheels have the hardest matrix, and require coolant.
Diamond CBN Superabrasive Grinding Wheels are available in a variety of sizes and styles, both plain and formed to specific contours. These grinding wheels are designed primarily for grinding such materials as: high carbon; high chrome; high speed steels, such as M2, M3, M7 and T15; die steels, such as: D2, D3, HB, A & O; alloy steels (harder than 50 Rc); nickel and cobalt base super alloys; titanium; stainless steels, etc.offer substantial benefits in grinding exotic alloy steels. Since the CBN crystal resists dulling much better than conventional abrasives, it provides stress-free, cool cutting action throughout its long life. The crystal tends to be self-sharpening as cutting stress increases. The mono-layer wheel structure requires no truing or dressing throughout its life, thereby eliminating truing tool cost as well as non-productive wheel truing time.In addition to this,we also provide the lapidary polishing wheels.
Diamond Grinding Wheels, Lapidary Grinding Wheels, Diamond Grinding Wheel, Diamond Flat Wheel, Diamond Spherical Grinding Wheel, Diamond Textured Wheel, Diamond Profile Wheel, Diamond Engraving Wheel
Hans Superabrasive Material Co., Ltd. , https://www.hansuperabrasive.com