Aluminum wheel casting molds generally require 4 to 5 pairs of identical molds. The most economical and effective molds for the lower molds are used, which has been a hot topic for the industry.

Figure 1 Debugging
By visiting two professional aluminum wheel mold manufacturing companies in Germany and Austria (three existing aluminum wheel mold manufacturing companies in Europe), we found that they all use machining and discharge methods. Due to the long electric discharge processing time, low efficiency, uneven discharge surface, large electrode loss, and hardened layer may affect the life of the mold, etc., the domestic lower mold rarely uses electric discharge machining, but has been using machining and manual polishing. .
Germany OPS-INGERSOLL is the world's leading manufacturer of high-speed machining and EDM equipment with more than 50 years of EDM production experience. For more than 20 years, it has been working on the discharge of graphite electrodes (Figure 1), and the achievements in graphite electrode discharge are far ahead of other EDM manufacturers. This paper introduces the application of graphite electrode and EDM by taking the processing of an aluminum hub lower die as an example.
Prepare graphite electrode and lower mold
Use POCO EDM2 grades of graphite material. The graphite electrode is processed by high speed machining with a speed of 30,000 r/min or more. The tool is made of diamond coated tool. The amount of electrode scaling (the larger the better, but less than the minimum R angle) is usually between 0.5 and 0.7 mm. After the workpiece is processed, the residual discharge is +0.5~0.7mm.
Electric discharge machining
The electric discharge machining uses a spherical swing, which ensures the accuracy of the surface and the uniformity of all surface finishes. The discharge is roughly divided into two steps of extensive and fine. In fact, the intelligent system of the machine has automatically subdivided the processing into 7-8 steps.
Extensive is the key to processing efficiency. Compared with the copper electrode, the graphite electrode can be used with a large current when it is extensively. If the pulse is well controlled, the graphite electrode has almost no loss. In actual processing, the peak current can reach 52A.
Fine is the key to achieving the final finish and precision. Graphite electrodes have a higher loss in precision than copper electrodes. Good EDM equipment controls the fine pulse well and minimizes electrode losses.
Another goal of precision is to eliminate the etched layer. After extensively, the hardened layer will be left on the discharge surface. If the hardened layer is not eliminated, the mold crack will easily occur in the casting production process due to the cold and hot of the mold. OPS-INGERSOLL's EDM has an expert system that automatically coordinates the discharge steps, minimizing the thickness of the hardened layer and improving the life of the mold.
We measured the side, bottom and top parts of the workpiece after discharge, and the finish was uniform and uniform, both were 3.2. Observing the corners and sharp parts of the electrode after discharge, there was almost no loss. The surface characteristics of the finished aluminum wheel hub are shown in Figure 2.
to sum up
In order to ensure the shape accuracy, the ball can be oscillated during discharge. According to the complexity of the hub, the electric discharge machining time will be between 10 and 18 hours. After the actual discharge process, due to the almost no loss of the electrode, according to the experience of the German WFV, one electrode can process 4 to 5 pairs of molds.
The surface finish of the discharge surface can be uniform and uniform, and no manual polishing is required (usually at least 24 hours for manual polishing), which avoids re-polishing and trial-molding due to surface problems during the test, saving cost. Domestically, manual polishing is usually required after machining, and this processing method often fails due to surface quality problems. In addition, OPS-INGERSOLL's software automatically calculates the thickness of the hardened layer during the roughing, so that the hardened layer that appears during the roughing is processed in the fine, so it does not affect the life of the mold.
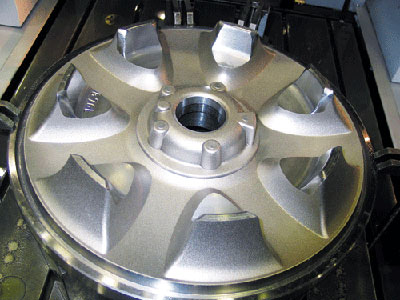
Figure 2 Surface after discharge finishing Ra = 3.2
The use of graphite electrodes combined with good EDM equipment can improve the efficiency of lower mold production and reduce costs, thus greatly ensuring the consistency of the same mold.
Precision Parts By Five-axis Machining
Precision parts are critical components of various products and machines that require precision and accuracy. The five-axis machining technology has revolutionized precision manufacturing by enabling the production of complex geometries with unparalleled accuracy.
Five-axis machining involves the use of a computer numerical control (CNC) machine that has five axes of motion – X, Y, Z, and two rotational axes. This advanced technology allows the machine to produce intricate and complicated parts with high precision and accuracy. Unlike 3-axis or even 4-axis machining, the five-axis machine can rotate and tilt the tool to machine parts from different angles, providing greater flexibility in terms of geometry and design.
Precision parts made using five-axis machining technology are popular in various applications, including aerospace, medical equipment, automotive, and electronics industry. These parts are designed to meet the most stringent standards, making them reliable and durable. The five-axis machine can achieve tolerances as low as 0.0001 inches, providing superior precision that is unmatched by manual machining.
One significant advantage of using five-axis machining technology is increased efficiency. The five-axis machine can perform multiple operations in a single cycle, reducing the time required to produce a part. It can handle complex designs with ease and produce highly accurate parts, making it ideal for applications that require high precision and accuracy.
Another advantage of five-axis machining is increased design flexibility. It allows designers to create highly complex geometries that were not possible with traditional machining methods. With five-axis machining, it is possible to manufacture parts with undercuts, curved surfaces, and geometries that are difficult to access using other machining processes.
In summary, precision parts made using five-axis machining technology offer superior precision, accuracy, and design flexibility. These parts are widely used in various industries, and their high precision and accuracy make them highly reliable in critical applications. As manufacturing technology continues to advance, we can expect more sophisticated techniques that will offer even greater precision and accuracy.
Five Axis Machining Parts,Precision Five Axis Machining Parts,Five Axis Processing Parts,Precision Five Axis Processing Parts
Lizhi Precision Manufacturing Technology Co.,Ltd , https://www.lizhipartsmfg.com