In the past few years, lasers have become more popular in many applications, mainly due to their flexibility and processing speed. However, today's conventional lasers have reached their limits, resulting in significant pollution, lower productivity, and thermal issues in the face of more sophisticated applications such as wafer dicing. A new approach can overcome these problems by combining the laser beam with a waterjet. By using water, the depth of cut is increased, pollution is prevented, and thermal effects are no longer present. In contrast to traditional laser-based technologies, waterjet-guided lasers have been successful in applications that are currently not possible with lasers.
Fundamental
The laser is focused by the lens such that the energy density at the focus is sufficient to ablate the material. For material processing, the focus control system is necessary to properly apply the laser to the workpiece because the depth of field is limited. Therefore the working area is generally less than 1 mm (see Figure 1, left). This is a problem even for low power, finite diffraction lasers.

Figure 1 Basic differences between conventional laser (left) and waterjet guided laser (right)
In order to create a parallel laser beam, the laser is focused by water into the nozzle, one of which is as thin as a hair, and a low pressure water jet is generated. The laser beam is completely contained in the waterjet because the total internal reflection is on the water/air interface and is directed to the bottom of the slit, resulting in minimal energy loss (see Figure 1, right). The diameter of the waterjet does not vary with its length, and its length is approximately 1000 times the diameter of the jet. Therefore, the working area is much longer (up to several centimeters) than conventional lasers. Corrugated workpieces can be machined because focus control is not required. Micro-cuts of a few millimeters in width and depth can be obtained with the cutting edges parallel.
Because the diameter of the water jet guiding the laser beam is determined only by the diameter of the orifice of the nozzle, conventional laser cutting usually originates from the problem of beam ellipticity, astigmatism and polarization inconsistency and directional dependence, which are not present here.
Traditional laser: thermal effects and pollution
Lasers in the form of continuous wave are not suitable for precision machining because the power of the laser is concentrated at a small point, resulting in a large amount of heat buildup on the material. Pulsed lasers, if reduced in heat build-up, still produce a heat affected zone (HAZ) because each pulse transfers heat to the material. The negative effects of this heat affected zone are material oxidation, micro cracks, structural deformation, and low fracture strength. Reducing the pulse interval prevents the formation of heat affected zones, but these types of lasers are very slow in processing speed and therefore cannot be used in high volume production.
The second major problem is contamination, as the material after melting and condensation remains on the cut and the cut surface. To eliminate them, a limited air pressure (20 bar) of auxiliary airflow is typically generated near the laser beam. However, this airflow is not very effective because only a small portion of the gas penetrates into the incision. In addition to the debris near the incision, there are also molten particles and deposition of the evaporating material on the surface (see Figure 2). The only way to completely avoid contamination is to add a protective coating during the cutting process, but this solution is usually not used, as additional steps can incur additional costs.
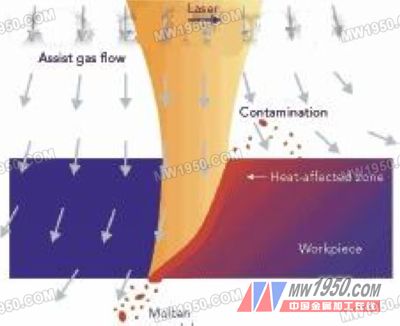
Figure 2 Traditional laser cutting
Waterjet guided laser: non-destructive processing
The water jet guides the laser using a pulsed laser so that between the two laser pulses, the water jet cools the cutting edge. Because heat cannot accumulate in the material, the heat affected zone is negligible. Water jets are also used for material removal. This is more efficient than gas-assisted removal because the waterjet contains a higher level of kinetic energy. Most of the molten material is removed by the water jet, leaving only a small amount of debris. In order to avoid deposition, a very thin film of water is produced on the surface of the workpiece. The particles falling on the film quickly cooled and could not adhere to the surface of the workpiece (see Figure 3). A conventional dry laser cannot be used while using a protective water film, mainly for reasons of focal length sensitivity and power loss.
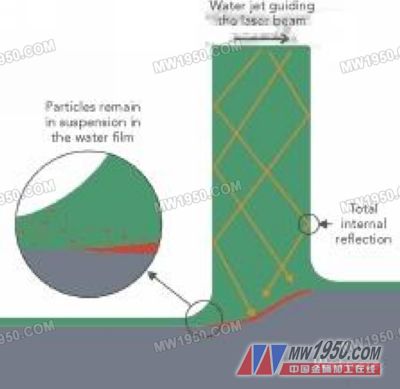
Figure 3 waterjet guided laser cutting
Because the water jet is very thin (typically from 25 microns to 75 microns in diameter), its force is minimal on the workpiece, even at 500 bar water pressure (less than 0.1 N). The amount of water consumed is also very small (1 liter / minute).
Dry and wet lasers are two dissimilar technologies due to their completely different characteristics. These two technologies are therefore not used in the exact same application. Conventional lasers are very effective for drilling small and deep holes. Because water needs to be drained, such water jet-guided laser technology is used in such applications, and the aspect ratio of the holes is limited to about 1:1.
High-power dry lasers are more efficient than waterjet-guided lasers in processing low-absorption materials. For example, a laser micro-water jet can cut a copper sheet with a maximum thickness of 150 microns, whereas conventional laser cutting can create a 1 mm deep cut on the same material by heat accumulation. In addition to this example,
The waterjet-guided laser can process many types of materials better than dry lasers because it does not cause any thermal damage. For cutting and engraving applications, the need for smaller dimensions and no damage is the strength of the waterjet to guide the laser. Potential applications for this technology include thin wafer dicing, steel and steel tube cutting, and solar cell processing. Laser micro-water jet technology is also ideal for processing heat sensitive or toxic materials such as memory alloy Nitinol or GaAs.
The way the beam is formed and exported, as well as the effect of water cooling and cleaning, make the laser waterjet an unmatched tool in the field of material micromachining. It can bring high laser beam with multi-mode, high average output power. Productivity and high quality processing results.
Wall Wood Veneer Panel Oak Slat Wood Acoustic Panels for Wall Decoration
Linyi Hmbyan International Trading Co.,Ltd , https://www.hmbyandecor.com