1. TIG+TOCE technical difficulties and solutions
The TOCE welding method is multi-layer single-pass welding. The basis for selecting the parameters is the root width of the weld. During the welding process, the root width difference at each position of the weld is small. The solidified TOCE welding parameters can be used to ensure the root of the weld. Better fusion on both sides.
For the TIG+TOCE welding process, the main problem is that the difference in the root width of the weld in the root bead process and the fill bead process is large due to the large difference in the gap between the groups, and the root width maximum and minimum differ by more than 1 mm. The core problem to be solved is how to ensure the good fusion of the molten pool and the pipe wall under this condition, and reduce the difference in the width of the weld root as soon as possible, so that the TOCE welding process can be implemented normally.
2. The specific welding process measures are as follows:
(1) The test piece group uses the point solid rod for the automatic welding of the narrow gap of the main pipe to be fixed. Firstly, the groove of the pipe to be welded is paired, and then the point solid bar is set in the group to the groove, and the TIG welding is used to fix the point. The method is to weld the two ends of the fixed rod to the pipe to be welded, so that the relative position of the pipe to be welded is fixed to facilitate welding. When setting the solid stick, the number of the solid sticks can be adjusted according to the pipe diameter of the pipe to be welded, and no point solid bar is set at the maximum gap of the pair of grooves to avoid the TIG manual bottom welding. Weld seam shrinkage is limited.
(2) Back argon protection First, at least one layer of tape is attached to the outer wall and the inner wall of the pipe at the butt joint of the pipe to be welded, so as to seal the butt groove to form an argon-filling device, and on the tape on the outer wall of the pipe. The air inlet and the air outlet are opened, and the vertical height of the air inlet is lower than the vertical height of the air outlet. When the pipeline to be welded is horizontally docked, the air inlet is located at the lowest point in the vertical direction of the butt joint, and the air outlet is located at the highest point of the butt groove in the vertical direction. Since the specific gravity of the shielding gas is greater than the specific gravity of the air, when the shielding gas enters the argon charging device from the inlet port at the lowest point, and the air in the argon charging device is discharged from the air outlet at the highest point, the remaining in the argon filling device The least air and the highest content of shielding gas can avoid oxidation of the metal in the molten pool during welding to improve the quality of welding.
When the butting groove of the pipe to be welded is a transverse port, the height of the air outlet in the vertical direction is higher than the height of the air inlet in the vertical direction, and the air outlet and the air inlet are opposite to each other on the butting groove. Then, the constructor fills the argon-filling device with the shielding gas from the air inlet and discharges the air therein.
(3) TIG bottoming welding is carried out by the construction personnel in the interior of the pipeline to be welded using the TIG welding method to weld the inner wall of the butt groove of the welded pipe, and the root of the groove is blunt-edge welded during the welding process, and hand-punched The height of the front weld of the bottom weld is as close as possible to the groove, ensuring sufficient weld thickness for subsequent TOCE welding without welding. When the pipeline to be welded is horizontally butted, the welding is performed by the two-way upper welding method, that is, the lowest point in the vertical direction of the butting groove of the pipe to be welded is the welding starting point, and the welding is performed along both sides of the point; Docking in the vertical direction, the butt groove is a welding cross, that is, when the weld is in a horizontal position, any position on the welding cross may be the welding starting point.
(4) TOCE preliminary filling welding After the completion of manual welding and bottoming welding, since the filling thickness of the entire deposited metal in the butting groove is relatively small, generally about 2.5 mm, the TOCE welding method is used to deviate from the outside of the pipe to be welded. And the thickness of the deposited metal is 4.0 mm to avoid burn-through during self-welding. Deviation welding as used herein refers to the welding of the largest width of the root of the weld bead: the first TOCE welding tungsten is biased toward the A end of the test piece to ensure good fusion of the molten pool and the A end; The second TOCE welding tungsten pole is biased toward the B end to ensure good fusion of the molten pool and the B end. As shown in the drawing.
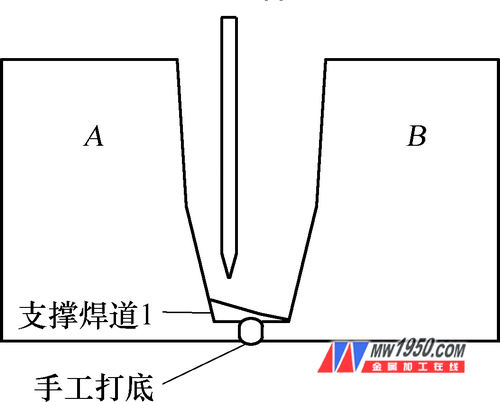
(a)
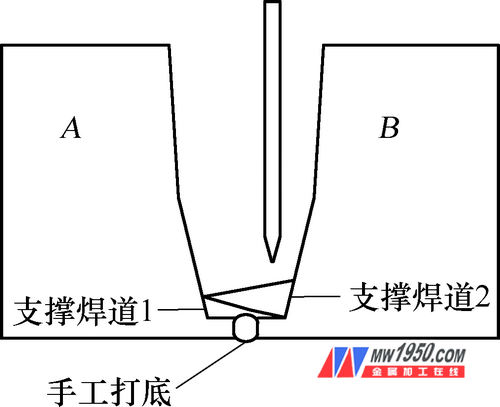
(b)
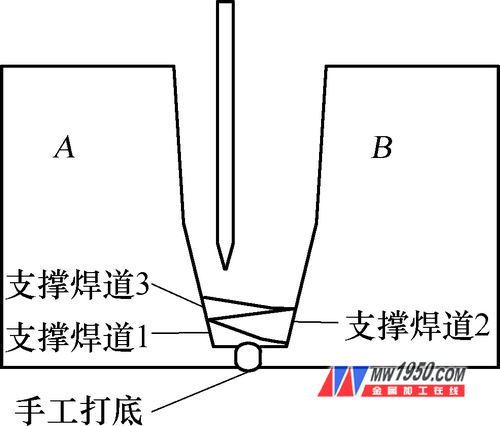
(c)
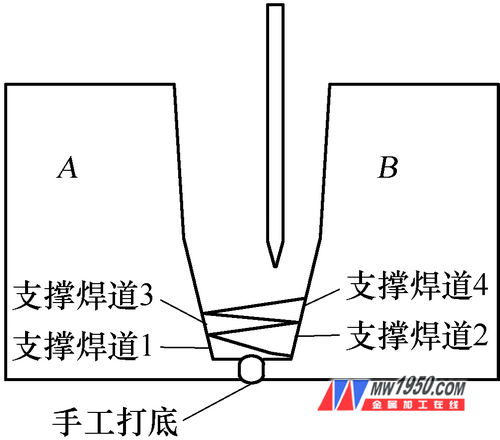
(d)
Deviation from weld bead distribution and tungsten position
Deviation from weld bead distribution and tungsten position
(5) Detecting the width deviation of the root of the weld bead After the thickness of the deposited metal in the weld bead to be welded reaches 4.0 mm, the root width deviation is detected. When the root width deviation of the weld bead is ≤ 1.0 mm, the TOCE welding method is directly adopted. The weld bead is filled and welded; when the root width deviation of the weld bead is >1.0 mm, the width of the weld bead is adjusted by the TOCE offset welding method combining the filler and the non-filled wire until the root width deviation of the weld bead ≤1.0mm. That is to say, when the root width deviation of the weld bead is >1.0 mm, the TOCE offset welding method is first used for the filler wire welding, and then the non-filled wire welding is performed to adjust the root width of the weld bead, if the root of the weld bead If the width deviation is less than or equal to 1.0mm, the adjustment is stopped; if the root width deviation of the weld bead is still >1.0mm, the TOCE deviation welding method is used to first perform the filler welding, and then the non-filled welding is used to adjust the width of the weld bead until The root width deviation of the weld bead is ≤1.0 mm. When the weld bead to be welded is adjusted, the TOCE is used for the welding method, and the arcing position of the weld is the position where the root width of the weld bead is the largest, so that the maximum width of the root width of the weld bead is first heated, thereby heating The local area shrinks to reduce the root width deviation of the weld bead.
(6) TOCE filling and cap welding After the width deviation of the root bead is ≤1.0 mm, TOCE filling welding is performed, and the cap surface welding is performed after the filling is completed.
3. Conclusion
The TIG+TOCE welding process uses the TIG welding process to make the bottom, which can solve the problem that the TOCE welding process cannot be grounded due to the large gap between the groups. The comprehensive application technology of the local root bead width reduction and the symmetrical deviation welding method is used. The parts are adjusted and controlled in a comprehensive manner, so that the root width of the whole weld can be quickly and consistently ensured, and the subsequent TOCE process can be smoothly implemented. The TIG+TOCE welding process is the first in China. The successful development of this process has greatly reduced the application risk of the narrow gap automatic welding process in the main pipeline installation of nuclear power plants.
One stop lobby chandeliers solution for project,lobby chandeliers lighting design,large lobby chandeliers lighting solution,lobby chandeliers production,glass lobby chandeliers shipping,customized lobby chandeliers installation guidance.
More than 2000sqm showroom and 20000sqm factory,athorited by SGS BV TUV and Intertek.
Free design and drawing for Hallway ChandelierSmall demo show directly
3D VR showroom
Lobby chandeliers,large lobby pendant,large lobby chandelier
GUANGDONG LAVIUS LIGHTING CO., LTD. , https://www.laviuslighting.com