Among them, the two methods of rolling embossing and stamping embossing are stamping and punching using the word dies or characters of the characters that have been produced, and the characters and graphics are immutable during the marking process, and the flexibility of the production is low, and the limitation is limited. It is very large and has a small application range in the automotive industry.
The floating point type and the servo scribing type, although controlled by the numerical control system, have the advantages of flexible production. However, the floating point needle type printing needle is punched by high frequency vibration under the pneumatic pressure generated by the compressed air, and the back surface of the marking position has the disadvantages of impact embossing and uneven font thickness. The pneumatic servo scribing type scribing pressure can be adjusted arbitrarily, the lettering body is uniform, and the burr is less, and the workpiece can be adapted to engrave various thicknesses.
Therefore, pneumatic servo scribing is also widely used in the automotive industry. This article focuses on the servo scoring type marking device used for vehicle identification code (VIN code) for reference and sharing.
Principle of servo scribing
The principle of servo scribing is similar to the "planing principle" of a planer. The servo scoring type marking machine embodying this scribing principle mainly comprises: industrial computer (computer), controller, marking head, fixture and the like.
The engraving process is as follows: firstly, the marking head fixture is clamped and fixed on the marking member, and the VIN code information is manually or automatically input in the industrial computer; when the marking is started, after the marking instruction is received, the marking needle is at the air pressure. The pressure is pressed to the surface of the workpiece to be inscribed; at the same time, the industrial computer controls the servo motor to move the XY axis direction of the marking head space according to the input VIN code information trajectory, and drives the marking needle to scribe (similar to planing) the workpiece; After the marking is completed, the marking needle is lifted first and then separated from the marked workpiece, and the servo motor control marking head automatically returns to the original position, waiting for the start of the next marking cycle.
Vehicle identification code (VIN code) marking process
The VIN code can be divided into two types of engraving techniques: before painting (implemented in the welding shop) and after painting (in the assembly shop).
In order to facilitate the production organization, the traditional process uses the paint after the engraving, but after the engraving, the paint layer is destroyed, the anti-rust treatment must be carried out, the process is cumbersome, and the clamping device also causes the surface of the workpiece body in the clamping area to be scratched. . If it is directly engraved on the sheet metal parts, and then painted after the engraving, the paint covers the font and the rust prevention is good, so the depth of the engraving is required to be deeper. Therefore, under the advantages of anti-rust, anti-scratch, and reduced process flow, the VIN code on the welded sheet metal parts has become the mainstream production process promoted by the automobile OEMs.
Analysis of factors affecting quality defects
The process of VIN code in welding and welding is often affected by factors such as equipment body, fixture, working condition environment, product structure, process operation, etc., resulting in quality defects such as font deformation, different shades, and many burrs. A certain amount of rework.
In response to the above situation, after focusing on the various impacts, we have developed and implemented a series of solutions to stabilize the quality of the engraving. The following are the analysis and solutions of relevant influencing factors, which are for sharing and reference by peers.
1. Device ontology impact
After the paint is to be marked in the final assembly, it is to be engraved on the finished vehicle. Because of the thickness of the paint film, the corresponding scribing force on the equipment is not required. In order to prevent damage to the surface quality of the body paint, the clamping force of the fixture does not need to be too large.
In the welding before the paint, the mark is directly on the sheet metal. In view of the fact that the influence of the subsequent paint thickness on the number definition is considered, the scribe depth of the device is required to be deep, and the clamping force of the tool is also larger. Due to changes in the operating conditions of the equipment, the quality of the scoring increases the hardware performance requirements of the equipment. The specific changes are mainly:
(1) Marking head transmission mechanism The strength marking head is mainly the core component that transmits the engraving power and the engraving pressure. When the gap between the guide rail and the screw is too small, the movement resistance is large; when the clearance is too large, the vibration is large and the stability is poor. Therefore, the accuracy and strength of the transmission member have a great influence on the quality of the engraving. The marking head drive has undergone three generations of improvements. The first two generations are single-track transmissions, which are only satisfactory for the final assembly process. Since the welding is directly scribed on the sheet metal part, the mechanical strength of the marking head is more demanded, and the strength of the single-rail transmission component is obviously insufficient when the marking is performed, and the matching clearance is large, and the character break due to the transmission vibration is prone to occur. Pen and deformation problems. Therefore, in order to meet the requirements of welding and welding conditions, the third generation of the new double-rail bead screw is used as the marking head transmission component, which enhances the strength of the marking head and reduces the matching clearance. Thereby solving the vibration problem brought by the driving transmission.
(2) Marking needle cavity structure The traditional marking head needle cavity adopts a spring type mechanism, and the return needle is spring rebound. When the spring failure elasticity is insufficient, the expansion and contraction of the scoring needle is affected, and the return needle is slow or not in place, so that the typed drag and deformation of the font appears. The new floating needle type mechanism, the cylinder control scoring needle telescopic, compared with the spring type mechanism, the cylinder pressure does not need to overcome the loss of the spring, directly transmitted to the scoring needle to avoid the quality risk of the spring failure. Therefore, the floating needle mechanism is more reliable and stable.
(3) Scribe needle material and angle body sheet metal parts are divided into ordinary low-strength steel plate (σb<340MPa), high-strength steel plate (340MPa≤σb≤590MPa) and ultra-high-strength steel plate (σb >590MPa) according to tensile strength. class.
With the light weight of automobiles and the improvement of safety requirements for automobiles, the application of high-strength steel sheets is gradually becoming popular. For materials with different tensile strength intervals, the applied scribe needles are also divided into tungsten steel needles and diamond needles.
For ordinary low-strength steel plates, the steel plate is soft and the tip wear is small, and the tungsten steel needle with low hardness can be selected. For the high-strength steel plate, because the hardness of the steel plate is relatively high, the tungsten steel needle used is seriously worn and replaced frequently. High, choose a diamond needle with high hardness. In view of this, in fact, the selection of diamond needles is more used. However, due to the hard and brittleness of the scoring member, the granules are easily generated when scribing, and the diamond needle blade is easily caused. Therefore, the application of the diamond needle to a generally smooth sheet metal part has a better effect. Ultra-high-strength steel sheets are generally not selected as facets because of their higher hardness.
The font is made by squeezing, cracking, and cutting the material. The scribe stroke angle is 90°, 110°, 120°, etc. The selection principle is: when the workpiece material has low hardness and good toughness, a large angle needle is selected; when the workpiece material has high hardness and toughness, a small angle needle is selected.
2. The impact of fixtures
The body sheet metal parts must have accurate positioning and reliable clamping during the engraving operation, so as to effectively prevent the deformation caused by the swaying. Therefore, for the design of the fixture, it is necessary to consider the operability and the grippability.
(1) Convenient operation When operating, the marking device should be taken out of the fixture smoothly after assembly and positioning, and the surface of the sheet metal part must not be scratched during the turning or moving process.
(2) The clamp clamping clamping can not affect the positional positioning of the workpiece, and should not damage the surface quality of the part to ensure the original shape of the part, that is, it can neither allow the workpiece to loosen or slip, nor make the workpiece If the restraint is too large, a large restraint stress will occur, so as to avoid distortion and deformation of the lettering.
(3) Fixture strength reliability When used in production, the clamp is subjected to a combination of forces. Therefore, the fixture should have sufficient strength and rigidity. Otherwise, under the action of the force, the needle will produce a positional movement. Insufficient strength and rigidity of the fixture will result in different font sizes and uneven stroke thickness.
3. Working conditions and environmental impact
(1) External electromagnetic interference servo control function is to convert the electrical signal into the angular displacement or angular velocity of the drive shaft, and the servo control is used. The servo motor and servo controller are connected by the power supply, ground and control lines. The composition is mainly used to provide the energy required for the internal DC motor and control signals. The voltage is usually between 4 and 6V. The power supply should be isolated from the power supply of the processing system as much as possible.
Servo applications often encounter interference problems that cause unpredictable malfunctions or alarms that prevent the servo from operating properly in the specified manner. Even small servo motors pull the amplifier's voltage low during heavy loads, so the power supply ratio of the entire system must be reasonable. Otherwise, the resulting characters will be deformed and even burned.
After analysis, the interference of the positioning control system is mainly caused by the interference of the power supply system and the interference of the signal transmission channel. By adding an isolation transformer and a noise filter, the power supply of the power supply is implemented, the length of the servo control line is reduced, and the interference phenomenon such as delay, distortion, attenuation, etc. of the pulse wave of the control system caused by external electrical and magnetic factors is reduced, thereby improving System reliability and stability. Thus, the problem of the splayed character deformation caused by the erroneous signal action can be effectively avoided.
(2) The control of the air pressure instability scribe force is achieved by adjusting the air pressure of the printing needle cavity. The air pressure is large, the scoring force is large, and the corresponding scoring depth is deep; conversely, the air pressure is small, and the scoring depth is shallow. Due to fluctuations in the shop floor pressure, the pressure remains affected, resulting in poor consistency in the depth of the shot. Therefore, the end of the compressed air pipeline needs to be equipped with a voltage regulator to ensure constant pressure; or a pressure detection alarm device is installed, and the marking is stopped under low air pressure to effectively control the quality of the marking.
4. Structural influence of sheet metal parts
(1) The national standard is required for the facet. The VIN code should be directly visible and easy to be printed. It is required that the surface area of ​​the engraved area should be at least 3 times the area of ​​the area of ​​the engraved area. No, there should be no cover. Therefore, the marking area of ​​the VIN code is a plane or a single convex surface. In principle, it is not considered to be inscribed in the groove, because when the groove is deep, it will interfere with the marking head, which affects the quality of the marking.
If the facet is selected to have cracks, deformations, pits, burrs, burrs, indentations, scratches, oxides, solder joints, splashes, etc., the scribes will be uneven, and the rough burrs will be more, the quality of the scribes difference.
(2) Positioning requirements: To ensure the consistency of the marking position and the operability of the equipment positioning, the marking of the sheet metal parts in the marking position area should be designed with a positioning reference. The best positioning of the two or more positioning holes is not less than φ10mm. .
(3) The shape requires that the sheet metal to be inscribed must have the gripability that can be supported by the marking device on the back of the marking area, and the sheet metal must fully consider the gripability of the clamp and the operation of the jaws. Space, it is recommended to use the shape of the sheet metal shown in the left of Figure 1. In order to conveniently realize the back surface of the jaw clamping member, the straight distance of the jaw operation operation is not less than 150 mm. On the other hand, the back side of the figure can not support the holding of the sheet metal part. When the sheet metal is punched, the sheet metal part will be concave and cannot be stably marked.
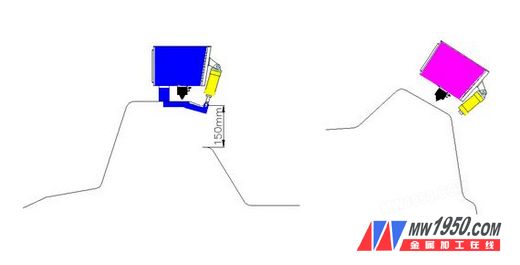
Figure 1 faceted space map
(4) Body structure requirements Because the body structure is made of steel plates, there is bound to be a gap between the welds. In order to prevent water leakage and air leakage in the gap, a sealant is usually applied between the double plates to enhance the sealing property. If the marking area is selected at the position of the double-layer plate structure, the sealing surface is not solidified due to the sealing, and the surface is pressed and depressed, and the deformation is severe. Therefore, the structure of the single-layer sheet metal should be the preferred structural member for the VIN code, so that the problem of the undercut deformation can be solved.
5. Process operation impact
“Process is the father of the product†because the process is the only magic weapon to ensure the consistency and integrity of the product. This illustrates the importance of the process in the manufacturing process.
The traditional marking process of VIN code is mainly as shown in Figure 2. Left. Engraved on the assembly. Due to the influence of the shape, space and thickness of the structural parts of the vehicle body, the limitation of operation is limited, the clamping of the tooling is difficult, the risk of deformation of the typing area is large, and it is not convenient to rework and repair.
At present, many automobile manufacturers will consider the convenience of operation and the cost of repairing. The engraving process has been moved from the optimization of the assembly to the single-piece engraving. The single piece is as shown in Figure 2. Right. The bench-top tooling clamp has no requirements for shape, space, thickness, etc. except for the flatness requirements of the printing area of ​​the sheet metal part. This solves the problem of difficult operation and because The clamping property is good, and the slight deformation of the sheet metal piece itself can be corrected, the typing quality is stable, and the first pass rate is high.
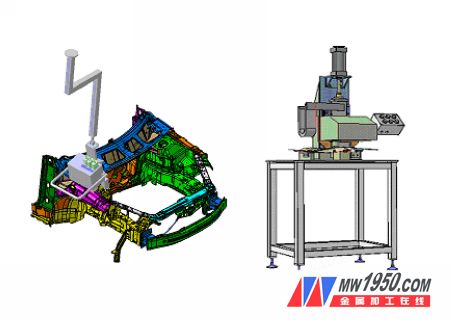
Figure 2 Engraving form
With the continuous development of the domestic automobile manufacturing industry, the competition of automobile products is becoming more and more fierce, and the quality requirements for automobile products are also constantly improving. In addition to giving certain supplements in the product development stage, it is also necessary to pass the superior production process. To give implementation and control. In this paper, the influencing factors of the marking quality of automobile vehicle identification code (VIN code) are analyzed in detail, so as to provide some guidance for improving the quality of marking. I hope that through the application analysis of this article, and share with the vast number of peers the experience of the quality control of the marking process, in order to jointly improve the level of automotive manufacturing process planning.
Door Hinges look like very simple door accessory, but actually has had very strict requests during the manufacturings. Simply judging from basement of quality approval, there are some difference from the manufacturing technology, which could not be told by untrained eye. We can be your best choice if you find anything not understood for Hinges . We have a large range of door hinges, including: Butt hinges, Gate Hinges, Concealed Hinges, Glass & Shower Room Door Hinges, Hinges for Wooden & Metal Doors, Hinges for Furniture & Wardrode etc.
Should you have any further demands, please feel free to contact us any time. And welcome for OEM products with detailed technical drawings.
Door Hinges
Shower Room Door Hinges,Hinges For Metal Doors,Hinges For Wooden Doors,Brass Butt Hinges
Greatwall Hardware International Limited , http://www.greatwall-hardware.com