Protein beverages are understood by their name as beverages with a high protein content. The limit of protein content is based on a protein content of 4%. In order to achieve high protein characteristics, raw materials are mostly milk and dairy products with high protein content, eggs and egg products, and plant proteins. Protein beverages have developed rapidly in China in the past ten years. The main reason is that people's living standards have improved and their health awareness has increased. Plant protein beverages that meet human health have developed rapidly.
Protein drinks packaged in metal cans are generally washed, filled, sealed, sterilized, and other processes to keep the cans from being contaminated by microorganisms. Because the package has a good seal, it can prevent beverage spoilage, and thus long-term preservation. The degree of vacuum in the beverage can is the difference between the gas pressure in the can and the atmospheric pressure outside the can, which is generally expressed in millimeters of mercury (mmHg) or Pa (Pa). Low vacuum means that the vacuum level of the product is lower than the vacuum level of the normal product, and when the low vacuum is severe, the deterioration and swelling of the beverage will occur. Different beverage compositions require different standards for vacuum.
The Role of Vacuum The space left by the beverage can from the surface of the contents to the inner surface of the lid is called the headspace. The role of the headspace in the tank is very important. It needs to be properly and properly kept. It cannot be too large or too small, otherwise it will cause some adverse effects. When the cans are loaded, they must have a moderate headspace. For proteins, teas and other beverages, the top gap during canning is generally 6 to 8 mm, and the lid is 3.2 to 4.7 mm. Under normal circumstances, the temperature of the feed liquid during the filling process is between 90 and 95°C. At this temperature, a large amount of water vapor begins to form on the solution, so that the air at the top clearance is exhausted (mainly the oxygen in the air is exhausted). Immediately after sealing, after being sterilized by high temperature sterilization, the water vapor at the headspace is condensed into a liquid, so that a certain vacuum environment is formed at the headspace and vacuum is generated. Different beverage manufacturers have different controls on vacuum standards. Due to certain indicators of the beverage production process or can processing and other processes that do not meet the standard requirements, the vacuum degree of the actual can may fail to meet the vacuum standard required by the enterprise, resulting in a low vacuum, and in severe cases, the deterioration and swelling of the beverage may also occur. Phenomenon, resulting in drink can not drink.
Therefore, it is very important to ensure that the vacuum level of the can is good for the quality of the beverage. A good vacuum degree can play the following role for the can of the beverage can.
It is advantageous to enhance the firmness of the packaging container. A good degree of vacuum can prevent the container from being damaged due to the expansion of air during heat sterilization. When the solid cans are sterilized at high temperatures, the pressure in the canister increases sharply and is much higher than the pressure outside the can because the gas in the contents expands by heat and the water vaporizes. When the difference between the pressure inside and outside the tank is greater than the pressure that the container can withstand, double-wrapped looseness, lobes, etc. will occur, and in severe cases, bursts will occur. The inside of the tank has a certain degree of vacuum, which can greatly reduce the internal pressure of the solid tank during heat sterilization, thereby reducing and preventing the occurrence of the above problems.
After sterilizing the developmental products that prevent aerobic bacteria and molds, there is still a small amount of microorganisms or spores in the tank. The most common species are aerobic bacillus. Such aerobic bacteria must have enough oxygen to grow. The inside of the tank has a certain degree of vacuum, which reduces the content of oxygen, and thus can effectively prevent the growth and development of aerobic bacteria, particularly spores, so that the food is not easily spoiled and deteriorated and can be stored for a longer period of time.
Easy-to-remove leaks, poor seals, and poor tanks such as low-vacuum cans have good vacuum, and their lids are concave, such as leaky, poor seals, false fats, and low-vacuum solid cans. As the pressure inside the tank increases and the vacuum level decreases, the sound produced when tapping is different so that it can be easily detected and removed.
The degree of vacuum detection vacuum is an important indicator to measure the quality of beverage cans, so testing the vacuum of the beverage can is an important process for the production of beverages. The actual vacuum of the can is a product quality defect. Manufacturers must strictly Removed. At present, the domestic vacuum test methods for actual cans include: vacuum gauge measurement, inspection, mechanical distance measurement, and single probe (sensor) eddy current method.
Vacuum Gauge Measurement Method Vacuum gauge measurement method inserts the lower end of the steel needle connected to the vacuum gauge into the tank. The direction and value of the pointer of the watch gauge are used to judge whether it is qualified or not. The vacuum gauge measurement method is destructive and it is only suitable for solid tank sampling. Commonly used in inspection departments for testing.
Vacuum gauge
The inspection method The inspection method is non-destructive testing and is divided into manual inspection and automatic inspection. The manual inspection method uses a special wooden device to tap the solid can and judges the vacuum degree of the actual can according to the sound produced by the stick shot. It is a vacuum degree detection method commonly used by enterprises, but the method has great labor intensity and randomness. Big.
Automatic detection method (TapTone detector) is usually used for full-line vacuum tank inspection, the principle is the use of ultrasonic reflection on the cover of the audio analog conversion and processing, so as to accurately detect the actual tank tank vacuum. The testing equipment is directly installed on the sterilized and cooled solid tank conveyor belt, and the on-line vacuum full inspection is performed for each solid tank passing through, and all the solid tanks whose vacuum range exceeds the set value can be removed online. This method can identify at high speed. At the same time, it is not affected by external factors.
Mechanical distance measuring method The mechanical distance measuring method is to install a mechanical micrometer device on the lid of the jar to measure the elastic deformation of the jar lid. The detection accuracy of the method is slightly poor and the efficiency is low. The single-probe eddy current method is also non-destructive testing. The eddy current measuring principle is used to measure the elastic deformation of the can lid to calculate the vacuum degree. Although the single-probe eddy current method has high accuracy and the resolution can reach 0.5 μm, There are disadvantages such as unstable selection of the reference point of the cover and unsuitable for dynamic measurement when the vibration is large.
The relationship between the empty vacuum tank and the low-vacuum double-encapsulation quality of the low-vacuum structure and the low-vacuum tank has a certain relationship with the empty tank. Therefore, various quality standards should be strictly controlled from the tank-making process, and the indicators for empty tank manufacturing should be monitored to the maximum extent. Reduce the possibility of low vacuum occurring. The manufacturing process of empty cans includes: cutting board, welding, internal and external supplementary coating, necking and crimping, capping, inspection of cans, drying and collecting cans. According to the current level of mechanical manufacturing and process reliability, there is a greater relationship with the issue of creating a low vacuum, which is the capping process for forming a double coiled structure. The quality of the double coiled structure is an important factor affecting the degree of vacuum. Generally, when evaluating the double-sealed structure, it is necessary to optimize the control of the parameters such as the body hook length, the cover hook length, the cover width, the overlap length, the overlap ratio, and the tightness of the double-sealing structure, and control the above parameters. Within a reasonable range, a good seal of the double-wound structure can be ensured to avoid the possibility of low vacuum.
The double-sealing structure of the sealing machine is mainly composed of a head roller, two rollers, an indenter and a supporting chassis. Under the tray there is a compression spring to adjust the size of the sealing pressure. The working principle of the double reeling is that two head rollers and two rollers having different groove shapes are repeatedly rotated relative to the joint edges of the tank body and the bottom cover in a sequence, so that the edges of the two are bent and deformed to each other. By crimping and pressing, five-layer (three-layer can lid, two-story can body) material curling structure is formed, and the double-enveloping forming process is shown in FIG. 2 . In the bottom cover hook, there is an elastic sealant, which is squeezed in the entire gap between the can and the bottom cover to form a good seal, and the can and the bottom cover are rolled together. The process is a double reeling process.
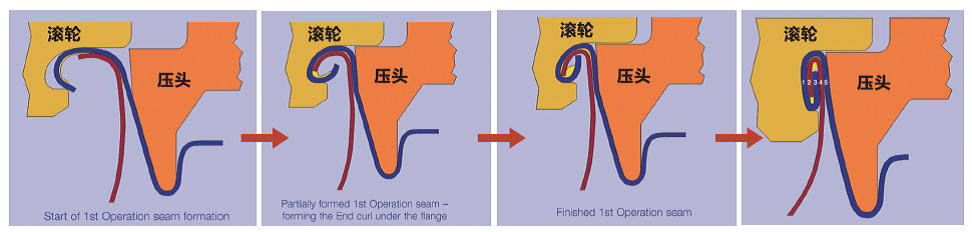
Double reel formation process
During sealing, the problems that tend to occur in double-wound closures are as follows: large wrinkles, broken seals, false seals, small body hooks, small cover hooks, thicker roll seals, and no secondary closures. It is necessary to repeatedly adjust the parameters such as the head track roller, the second track roller, the indenter roller and the pressure of the supporting chassis, so that the double coils can be sealed under the optimized parameters to ensure the quality of the double coils is stable and reliable.
Lid Defects In the production of empty cans, the caps they support are also important factors affecting the low vacuum. The lids form double seals with the cans, resulting in a sealed structure. The lid factors affect the low vacuum in the following situations. First, problems such as the cracking and defect of the bottom cover led to leakage after sealing, and the sealing effect could not be achieved. Second, the inner wall of the lid is scratched and leaked, resulting in a corrosive reaction between the inner wall and the liquid in the tank, and a gas expansion tank is generated. Third, the amount of glue injected by the sealant is unreasonable, too much or too little; and the uneven distribution of the sealant leads to the poor sealability of the formed double-sealed structure, resulting in a low vacuum phenomenon. Fourthly, the amount of releasable lid line is low. During the filling and sterilizing process of the solid tank, the lid is subjected to greater pressure, and leakage occurs at the site where the remnant line is less, resulting in a low vacuum.
Solid tank production and low vacuum tank top clearance are important factors affecting the vacuum of the solid tank. Exceeding the filling volume not only increases the cost, but also results in a small headspace, resulting in insufficient vacuum; Excessive amount, over-extrusion, reduced heat penetration rate may cause sterilisation. In addition, during sterilization, the contents are heated and expanded, and the top cover is loosened, resulting in temporary or permanent bulging. This phenomenon is easily confused with bulging caused by the bulging tank.
The filling temperature of the actual tank is low. The filling temperature before the sealing of the tank is relatively low, which affects the temperature of the beverage during the sealing, thus resulting in a low vacuum. The degree of vacuum increases as the temperature increases during sealing. The higher the sealing temperature, the higher the vacuum in the solid tank.
Under normal circumstances, the temperature of the feed liquid during the filling process of protein beverages is between 90 and 95 °C, and the temperature of the feed liquid during the adjustment of equipment is not lower than 85 °C. If the center temperature of the solid tank is low, in the case of a certain headspace, low vacuum is caused due to insufficient oxygen discharge, and even in severe cases, oxidative deterioration may occur.
Insufficient sterilization of cans by solid cans and tea beverages are low-acid beverages and usually have a pH of >6. If the sterilization has a dead corner or the temperature of the sterilizer does not meet the standard requirements, due to the fact that protein and tea drinks are rich in nutrients such as sugar, some high-temperature-resistant microorganisms are not killed, no commercial sterility is formed, and drinks are easily caused. The vacuum even deteriorates. If the beverage solution, the direct contact surface of the empty can or bottom lid with the beverage, the filler of the filling machine, the filling cleanliness, and the personnel of the clean filling plant are contaminated by microorganisms and the sterilization is not complete, it is very easy to cause low vacuum and Bulging listening.
When the solid tank transportation link is handling and transporting solid tanks, if the actual tank seal is deformed by impact, it may cause micro-leakage when it is stored for a long time and cause a low vacuum. Therefore, during the handling and transportation, it must be ensured that the solid tank cannot be trapped. Collision deformation.
Changes in the external environment When the ambient temperature rises, the remaining gas in the tank expands by heat, the pressure increases, and the degree of vacuum decreases. The higher the elevation of the external environment, the lower the air pressure and the lower the vacuum.
Low-vacuum countermeasures Empty can production control In the empty can manufacturing process, the tightness of the empty can should be ensured, especially the double crimping and resistance welding should meet the requirements of the process standards. The quality of the sealant at the crimping area should be excellent, and the position, amount, thickness, and distribution of the glue injected should accurately meet the standard requirements. The blanking cover of the can top cover can reach the standard to prevent the cover from being subjected to a greater pressure during filling. Leakage occurs in the part with a small amount of relief, resulting in a low vacuum. The whole process of can making should be very careful to avoid scratching and scratching the plate. Before closing the lid of the beverage plant, it is necessary to strictly inspect the empty can body flanges for damage, and even if there is a slight bump, they should be removed to ensure that the used cans meet the sealing requirements for metal-packed beverages.
Solid tank production and filling process The vacuum inside the tank is closely related to the exhaust gas. The vacuum we usually refer to is the difference between the pressure in the tank and the pressure outside the tank. In the production of solid tanks, heated exhaust and mechanical exhaust are generally used. Heating exhaust refers to the purpose of exhausting heat by removing water and steam after filling the contents in a solid tank filling production. Mechanical exhaust refers to the use of vacuum sealers to achieve this goal.
Exhaust can create a degree of vacuum in the tank. In the production process of solid tanks, the deformation of the solid tanks during high temperature sterilization is prevented. In the case of solid tanks that have not been vented, during the high-temperature sterilization process, due to the expansion of the air, water vapor, and contents of the tank, the expansion of the tank bottom and lid after cooling cannot be eliminated. The force cannot be restored to its original shape, so that the solid cans cause bumps or false fats.
When filling and sealing sterilization and solid-filling tank filling, the tolerance range of the canning volume must be strictly controlled to avoid the occurrence of false-fat canisters and poorly-contracted cans caused by too small headspace. Control the sealing vacuum, and meet the sealing requirements after sealing, so that the tank has a higher degree of vacuum and ensure the shape. Control the double-enveloping triple rate and hooking rate of filling and sealing to prevent the occurrence of double-wound closure weak points. Periodically measure the heat distribution of the retort to ensure that the heat distribution of the retort is even and avoid cold spots in the pot. Strictly carry out the sterilization operation so that the beverage cans can meet the requirements of commercial sterility and prevent corruption due to incomplete sterilization.
BRANDO manufactures Ammonia Solenoid Valves, Danfoss Ammonia Solenoid Valve, Danfoss Solenoid Valve For Ammonia, etc.
Ammonia Solenoid Valves, Danfoss Ammonia Solenoid Valve, Danfoss Solenoid Valve For Ammonia
NINGBO BRANDO HARDWARE CO.,LTD , https://www.brandopneumatic.com