Metal heat treatment will inevitably lead to heat treatment deformation while improving various properties of materials, and will directly affect the accuracy, strength, noise and life of the workpiece. Therefore, the parts with high precision should be reduced as much as possible. This paper focuses on the relationship between temperature and control deformation, and summarizes several important factors.
I. Introduction
The heat treatment of the metal material is to heat, heat and cool the solid metal in a suitable manner, and sometimes combines chemical and mechanical action to change the structure and structure inside the metal alloy, thereby obtaining a process for improving the material properties. The heat treatment process is an important means to obtain excellent properties of various metal materials. In many practical applications, the rational selection of materials and various forming processes can not meet the mechanical, physical and chemical properties required for metal workpieces. At this time, the heat treatment process is indispensable.
However, in addition to the positive effect of the heat treatment process, more or less deformation will inevitably occur during the process, which is a must be avoided in machining. The two coexist and need to be avoided. Relationships can only be controlled by the corresponding method as much as possible to minimize the amount of deformation.
Second, temperature is a key factor in deformation
There are many forms of heat treatment in practical applications in the industry, but their basic processes are all thermal processes, which are composed of three stages of heating, heat preservation and cooling. The entire process can be described by several parameters such as heating rate, heating temperature, holding time, cooling rate and heat treatment cycle. In the heat treatment process, various heating furnaces are used, and metal heat treatment is carried out in these heating furnaces (such as annealing, quenching, tempering, chemical heat treatment in the basic heat treatment, carburizing, nitriding, aluminizing, gas phase multi-composite Co-seepage, chromizing or dehydrogenation, etc.). Therefore, the temperature measurement in the furnace becomes an important process parameter measurement of the heat treatment. Temperature is an important part of every heat treatment process specification. If the temperature measurement is not accurate, the heat treatment process specification will not be properly implemented, resulting in a decline in product quality or even scrap. Temperature measurement and control is the key to the heat treatment process and a key factor affecting the deformation.
(1) After the process temperature is lowered, the high-temperature strength loss of the workpiece is relatively reduced, and the plastic resistance is enhanced. In this way, the comprehensive resistance of the workpiece to stress deformation, anti-quenching deformation, and high temperature creep resistance is enhanced, and the deformation is reduced;
(2) After the process temperature is lowered, the temperature range of heating and cooling of the workpiece is reduced, and the temperature inconsistency of each part is also reduced, and the thermal stress and the structural stress caused by the process are also relatively reduced, so that the deformation is reduced;
(3) If the process temperature is lowered and the heat treatment process time is shortened, the high temperature creep time of the workpiece is reduced and the deformation is also reduced.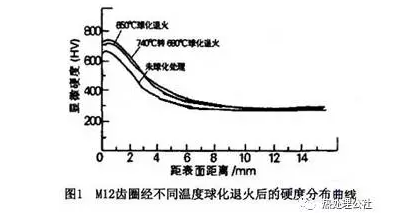
Reducing heat treatment deformation requires a reasonable heat treatment process.
For example, the surface of the ring gear tooth of the 20CrNi2MoA steel after heat treatment, the hardness of the tooth core and the depth of the effective hardened layer all meet the requirements. Figure 1 shows the hardness gradient curve of a ring gear with a modulus of mn = 12 mm after spheroidizing annealing at different temperatures. It can be seen from Fig. 1 that the hardness gradient after spheroidizing annealing at 650 °C is similar to the hardness gradient of 740 °C spheroidization plus 680 °C isothermal treatment, and the hardness of the unspheroidized annealed gear is lower than the first two. This is because the spheroidizing annealing can reduce the amount of retained austenite on the surface of the layer after quenching, thereby improving the surface hardness of the tooth. Therefore, after the carburizing of the 20CrNi2MoA steel ring, a spheroidizing annealing process should be adopted, and at the same time, to reduce the heat treatment deformation, The spheroidizing annealing effect at 650 °C is better.
Third, other influencing factors of deformation and reduction measures (1) preliminary heat treatment
If the normalizing hardness is too high, mixed crystals, a large amount of sorbite or Wei's structure will increase the deformation of the inner hole, so the forgings should be treated by temperature-controlled normalizing or isothermal annealing. The normalizing and annealing of the metal and the quenching and tempering before quenching will have a certain influence on the final deformation of the metal, which directly affects the change of the metal structure. Practice has proved that the use of isothermal (grading) quenching during normalizing can effectively make the metal structure tend to be uniform, thereby reducing the amount of deformation.
(2) Using a reasonable cooling method
The effect of the cooling process on the deformation of the metal after quenching is also an important cause of deformation. In the case of hardening, the hot oil quenching is smaller than the quenching deformation of the cold oil, and is generally controlled at 100±20 °C. The cooling capacity of the oil is also critical to deformation. Both the quenching mode and the speed affect the deformation. The faster the metal heat treatment cooling rate, the more uneven the cooling, the greater the stress generated, and the greater the deformation of the mold. Pre-cooling can be used as much as possible under the premise of ensuring the hardness requirement of the mold; using graded cooling quenching can significantly reduce the thermal stress and microstructure stress generated during quenching of the metal, and is an effective method for reducing the deformation of some complicated workpieces; Workpieces with higher precision requirements can be significantly reduced in deformation by isothermal (or stepwise) quenching.
(3) The structure of the parts should be reasonable
After the metal is heat treated, during the cooling process, the thin portion is always cold and the thick portion is cold. In order to meet the actual production needs, the thickness of the workpiece should be minimized, and the cross-section of the parts should be uniform to reduce the distortion and cracking tendency of the transition zone due to stress concentration; the workpiece should keep the symmetry of the structure and material composition and structure as much as possible to reduce Distortion caused by uneven cooling; the workpiece should avoid sharp edges and grooves, grooves, etc., at the thick and thin junction of the workpiece, the step should have rounded corner transition; minimize the asymmetry of the hole and groove structure on the workpiece; uneven thickness Parts are processed by a reserved amount.
(4) Adopt reasonable clamping method and fixture
Objective To make the workpiece heating and cooling evenly, to reduce the uneven thermal stress, uneven tissue stress, to reduce the deformation, to change the clamping method, the disc parts are perpendicular to the oil surface, the shaft parts are installed vertically, the compensation washer is used, and the support washer is used. , superimposed washers, etc., splined hole parts can be used for carburizing mandrels.
(5) Machining
When the heat treatment is the final step of the workpiece processing process, the allowable value of the heat treatment distortion should meet the workpiece size specified on the drawing, and the distortion variable should be determined according to the processing size of the previous process. For this reason, the pre-correction of the dimensions should be carried out according to the distortion law of the workpiece before the heat treatment, so that the heat treatment distortion is just within the acceptable range. When the heat treatment is an intermediate process, the machining allowance before the heat treatment shall be regarded as the sum of the machining allowance and the heat treatment distortion. Generally, the machining allowance is easy to determine, and the heat treatment is more complicated due to the influencing factors, so that sufficient machining allowance is left for the machining, and the rest can be used as the heat treatment to allow the distortion. After heat treatment, it is processed according to the deformation law of the workpiece, and the anti-deformation and shrinkage end pre-expansion holes are applied to improve the qualification rate after quenching.
(6) Use suitable media
Under the premise of ensuring the same hardness requirements, oily medium should be used as much as possible. Experiments and practice prove that under the premise of no difference in other conditions, the cooling rate of oily medium is slower, while the cooling rate of aqueous medium is relatively faster. Moreover, compared with the oily medium, the change of water temperature has a great influence on the cooling characteristics of the aqueous medium. Under the same heat treatment conditions, the deformation of the oily medium relative to the aqueous medium after quenching is relatively small and stable.
Fourth, the end heat treatment can improve the mechanical properties of the workpiece, improve the strength and hardness of the workpiece, but the deformation effect is inevitable. We must pay attention to the improvement of heat treatment technology and equipment in China at present, continue to learn advanced foreign technology, improve the quality and qualified rate of heat treatment workpieces, and contribute to China's heat treatment industry.
|
Name |
Tensioner Automotive Belt Tensioner Kit auto bearing VKM14224 |
|
Brand |
XRT |
|
Quality standard |
ISO9001:2000 standard |
|
Sample |
Avaliable |
|
Delivery date |
Normally ready goods and stock |
|
Shipping |
DHL, TNT, Fedex, UPS, Ems or by sea |
|
Payment terms |
A: 100% L/C at sight B: 100% T/T C: Western Union D: Paypal |
|
Application |
Automotive, rolling mill, mining, metallurgical, skateboard etc. |
|
Package |
a. According to customer's requirements. b. Original bearing and good quality packaging. c. Laser mark on the bearing. d. Bearing wrapped by vacuum packaging. e. The outer is color polybag + box + carton, industrial standard packaging. |





Tensioner Kit Auto Bearing,Car Bearing Tension Bearing,Car Tensioner Bearing,Auto Car Belt Tensioner Bearing
Shijiazhuang Longshu Mechanical & Electrical Equipment Trading Co., Ltd. , https://www.lsjgbearing.com